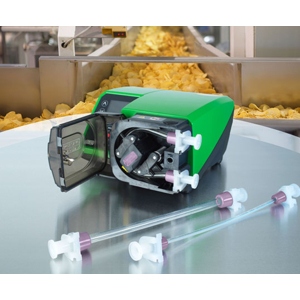
MasoSine Certa : une pompe volumétrique pour l'industrie agro-alimentaire
23/03/2017
Très simple à nettoyer et nécessitant une maintenance et un temps d'arrêt minimums. cette pompe destinée aux applications de l'industrie alimentaire et des boissons, est dotée d'une certification EHEDG (Type EL, Classe I) et 3A en standard.
Sa conception sinusoïdale est centrée sur le transfert à ultra faible cisaillement et sans pulsation des aliments en morceaux, viandes, produits laitiers et concentrés, sans dégrader les produits. À la différence des pompes conventionnelles à rotors qui coupent à travers le fluide, le rotor sinusoïdal de la pompe Certa transporte le produit en douceur, pour réduire le cisaillement de manière significative et la consommation d'énergie de 50 % en présence de forte viscosité.
Toutes les pièces de contact de la pompe sinusoïdale Certa sont conformes FDA et CE1935 ce qui permet de répondre aux exigences d'hygiènes et de réduire les risques de contamination et le maintien de hauts niveaux de qualité.
L'exigence de propreté s'accompagne naturellement d'un besoin de nettoyage simple et rapide, généralement par procédures NEP. Les pompes sinusoïdales sont beaucoup plus intéressantes que les pompes à piston ou à lobes difficiles à nettoyer en configuration standard. En effet, pour être nettoyées sur place, les pompes à pistons doivent être modifiées par perçage du moyeu du rotor, ce qui se traduit par une perte de performance. La pompe Certa, elle, minimise considérablement le temps de nettoyage, d'où une procédure de production plus efficace. Non seulement le temps d'arrêt est minimisé, mais cette procédure rapide se traduit par une réduction de l'usage de produits chimiques et d'eau et, par conséquent, des eaux usées.
La conception simplifiée d'un arbre et d'un joint unique, associée à l'absence de pignons de distribution, permet une maintenance en place aisée.
La pompe Certa vient compléter la gamme des pompes de Watson Marlow existante en offrant aux utilisateurs une solution NEP intégrale d'un débit de 99 000 l/h. Les utilisateurs sont assurés que le produit est pompé en toute sécurité et sans dégradation.
Autre avantage significatif, une seule pompe suffit pour plusieurs applications même en cas de changement de viscosité, température ou débit. Il n’est pas nécessaire de modifier le poste de production en cas d’application à haute température.