ARN REMFORM: Optimisation de l’assemblage direct des composants en plastique
08/05/2012
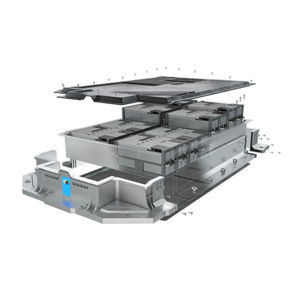
Solution alternative aux inserts filetés, les vis autotaraudeuses proposées par Arnold Umformtechnik ne nécessitent pas d’élément de liaison pour fixer les pièces entre elles tout en garantissant une résistance mécanique très forte.
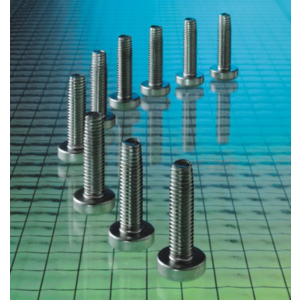
Les vis REMFORM® d’Arnold Umformtechnik assurent une profondeur d’encastrement optimale du filetage pour garantir à l’assemblage une résistance mécanique élevée. La résistance mécanique ne pouvant être déterminée que de manière expérimentale, les utilisateurs bénéficient d’une multitude de données de mesure accumulées par le fabricant, fruit d’une expérience approfondie en matière d’applications.
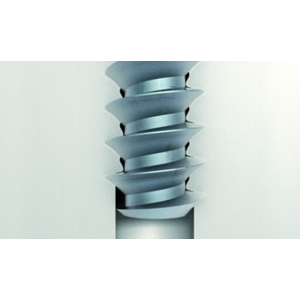
La structure asymétrique du filetage pratiqué par les vis REMFORM® garantit une répartition adéquate des forces générées lors de la création du filetage. Le but, c’est de former un filet avec un maximum de force portante sur toute la longueur de la tige de vis. A l’issue de la phase de relaxation, le plastique doit pénétrer aussi profondément que possible dans l’espace entre les filets. Le flanc du filet orienté à l’opposé de la tête de vis est de forme arrondie pour optimiser les flux de matière ; ainsi, le plastique pénètre en profondeur, pratiquement jusqu’au diamètre de noyau de la vis. Le flanc fortement incliné du filet qui fait face à la tête de vis reçoit le matériau polymère déplacé dans le sens axial. Cette géométrie du filetage génère également de faibles forces radiales lors du taraudage, d’où la possibilité de réaliser des parois de trous plus minces. Ce point est particulièrement important car il est nécessaire, pour des raisons de coût, de limiter dans toute la mesure du possible l’épaisseur des pièces en plastique. C’est cette épaisseur qui détermine le temps de calage, correspondant approximativement à 70% du temps de cycle ; c’est par conséquent un facteur de coût non négligeable.
La structure du filetage génère un faible couple de taraudage et le déplacement effectif de la matière. La résistance élevée du filetage à la torsion garantit un couple de formage élevé, qui s’avère bénéfique dans les cas où les vis risquent de casser en raison de contraintes de torsion élevées. Afin d’éviter toute défaillance due au formage du filetage d’accouplement, le flanc fortement incliné du filet oriente la majeure partie de la force dans le sens axial, donnant lieu aux forces de précharge correspondantes. L’optimisation des flux de matière crée une différence importante entre le couple de taraudage et le couple de formage. Il en résulte une grande sécurité des processus pour les utilisateurs d’assemblages automatisés de fixations filetées, en raison de la vaste plage de tolérance de couple de serrage entre les deux valeurs. Cette particularité garantit le serrage correct de tous les éléments de fixation et élimine tout risque de filetages rayés. La combinaison d’un flanc de filet arrondi et d’un flanc porteur fortement incliné réduit les contraintes radiales en limitant les forces radiales lors du taraudage du filet et du serrage de la vis. Le flanc porteur fortement incliné transfère l’essentiel de la force générée au serrage.