Une application STEMMER IMAGING de vision hyperspectrale pour un scellage hermétique des emballages
03/01/2019
Fondée en 1902, la fromagerie Bergader a réussi au fil du temps à mêler artisanat traditionnel et technologies de pointe pour la production de ses spécialités fromagères. Et utilise pour la première fois un système de vision hyperspectrale pour contrôler les emballages de sa spécialité de bleu, le Bergader Edelpilz.
« A ma connaissance, il n’existe nulle part ailleurs une ligne de production alimentaire sur laquelle un système de vision hyperspectrale assure le contrôle du scellage des emballages. Celui-ci permet de garantir à 100% l’étanchéité de chaque barquette de fromage », déclare M. Markus Leibold, directeur régional des ventes chez Minebea Intec et responsable du projet Bergader. Leader sur son marché, la société Minebea Intec fournit des solutions de pesage et d'inspection destinés au secteur agroalimentaire, et a développé ce nouveau système d’inspection du scellage hermétique. Celui-ci est l’aboutissement d’une étroite coopération entre M. Leibold, l’équipe de développement de Minebea Intec d'Aix-la-Chapelle et la fromagerie Bergader, commencée dès le moment où la question d’un système de contrôle automatisé a été soulevée au siège de la société Bergader à Waging am See (Bavière).
Le point de départ du projet repose sur le constat suivant : lors du conditionnement des aliments, le scellage hermétique des emballages est essentiel, car seule une étanchéité absolue garantit le calcul correct de la date de péremption du produit. La moindre impureté ou dégradation suffit en effet à compromettre la perméabilité de l’emballage et accélère la péremption des aliments conditionnés. Ceux-ci doivent alors être retirés de la vente ou, s’ils sont vendus, font souvent l’objet de réclamation de la part des clients.
Le service marketing de Bergader a par ailleurs compliqué la tâche d’inspection du scellage en demandant à ce que l’emballage soit entièrement imprimé sur sa face supérieure. Dans ces conditions, un système de vision conventionnel, fonctionnant dans le spectre de la lumière visible pouvait difficilement accomplir cette tâche. Il ne restait plus à la fromagerie que l’alternative du contrôle manuel, avec tous ses inconvénients.
L’alternative : la technologie hyperspectrale
Pour pallier à ces difficultés, il fallait donc trouver une solution différente. C’est ainsi que M. Manuel Pichler, responsable de la planification technique d'une nouvelle ligne de production chez Bergader, et l'équipe de développement de Minebea Intec, avec M. Markus Leibold se sont associés pour chercher une technologie appropriée. Ils ont tout d’abord pensé à un système par rayons X, déjà utilisé pour la détection de corps étrangers. « Pour détecter les défauts de scellage, ce système n’a cependant pas réussi à atteindre les 100 % de fiabilité attendus », explique M. Leibold. A la recherche d’une autre alternative, M. Torsten Schmitz, responsable de l'inspection par rayons X chez Minebea Intec, s'est alors souvenu d'une formation sur l'analyse hyperspectrale organisée par STEMMER IMAGING, spécialiste de la vision industriellle, et prend contact.
« En discutant des exigences de notre projet, M. Jörg Schmitz, spécialiste du secteur agro-alimentaire chez STEMMER IMAGING, a lancé l’idée de l’inspection hyperspectrale et m’a proposé de tester le scellage des emballages directement sur place avec ce nouveau système », explique M. Leibold. Ce fut une étape importante pour la réussite du projet. STEMMER IMAGING et l'équipe de développement d'Aix-la-Chapelle se sont ensuite penchés sur la conception du système : le premier système d’inspection du scellage par analyse hyperspectrale.
Des tests prometteurs
De ce travail d’équipe est né un système de vision utilisant une caméra hyperspectrale de type FX17 du fabricant finlandais Specim et distribuée par STEMMER IMAGING. Les premiers tests ont vite pu être réalisés sur place. « Les résultats ont tout de suite été extrêmement prometteurs et ont rapidement confirmé que cette technologie était parfaitement adaptée à l’application », explique M. Pichler.
Le point fort d’un système hyperspectral, dénommé HSI pour Hyperspectral Imaging, est sa résolution spectrale : grâce aux propriétés de transmission de la lumière à ondes longues, la présence de petits bouts de fromage ou de corps étrangers au niveau du scellage peut être détectée de façon très fiable, même au travers de films plastiques imprimés. Une condition préalable est toutefois que le film plastique soit transparent à la lumière dans la gamme SWIR. L’inspection de l’étanchéité du scellage chez Bergader représente donc un cas d'application parfait : les défauts ou les substances indésirables sont identifiés de manière fiable à travers le film de l’emballage.
Un système ingénieux
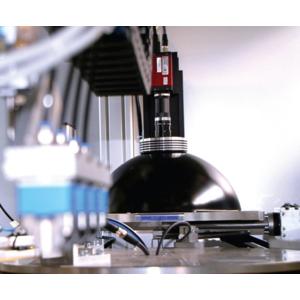
Pour la capture d’images HSI, la version finale du système utilise, outre la caméra hyperspectrale Specim FX17, une carte d'acquisition numérique de Teledyne Dalsa, la Dalsa Xtium-CL MX4, ainsi qu’un éclairage linéaire halogène. Ce dernier fournit les longueurs d'onde requises et l’intensité lumineuse suffisante pour permettre à la Specim FX17 de capturer les images spectrales avec un niveau de gris de 12 bits et la qualité désirée. La caméra et l’éclairage linéaire sont protégés par un boîtier en acier inoxydable, ouvert en direction du convoyeur.
Les images spectrales ainsi obtenues sont d'abord transférées sur le PC industriel prévu à cet effet, puis prétraitées sur le GPU par le logiciel hyperspectral Perception Studio de Perception Park. Le CVB GigE Server, un module de la bibliothèque logicielle de vision Common Vision Blox (CVB) de STEMMER IMAGING alimente ensuite les données prétraitées dans le logiciel d'évaluation Sherlock de Teledyne Dalsa pour une évaluation plus poussée. Le système de vision a été conçu de manière modulaire, car Sherlock peut saisir des images de manière asynchrone et utiliser des CPU avec plusieurs cœurs.
Et encore plus de vision
Le logiciel Sherlock intervient également à un autre moment du système, explique Jörg Schmitz :« Après l'inspection du joint thermoscellé, un système à rayons X prend en charge la détection d’autres corps étrangers éventuels ; immédiatement après, un autre système de vision se charge de la lecture des étiquettes préalablement appliquées sur les barquettes de fromage, utilisant le logiciel Sherlock pour évaluer la date de péremption ainsi qu’un identifiant intégré à l'étiquette. »
Pour ce dernier système de vision, STEMMER IMAGING a conseillé aux développeurs de Bergader et Minebea Intec d’utiliser une caméra linéaire monochrome et compacte à interface Gigabit Ethernet de la série Dalsa Linea, un objectif Fujinon avec des filtres midopt, un éclairage rouge de type barlight ainsi qu’une carte d'acquisition Adlink. Pour résister à la rudesse de l’environnement industriel, la caméra et l’éclairage sont chacun logé dans un un boîtier de protection, tout deux homologués par la FDA, norme importante dans l'industrie agro-alimentaire.
Un conseil de qualité
MM. Manuel Pichler et Markus Leibold sont plus que satisfaits du service de conseil apporté par STEMMER IMAGING tout au long du projet : « Dès le début, l’équipe de STEMMER IMAGING a parfaitement su combiner tous les éléments de vision pour composer les deux systèmes de notre installation et répondre ainsi à nos attentes. Nous avons également travaillé en étroite collaboration à la plannification ultérieure des systèmes et avons reçu une assistance technique très efficace de la part de leur service de support, » explique M. Pichler.
M. Leibold est quant à lui particulièrement fier de l'inspection du thermoscellage avec la technologie hyperspectrale : « Ce système, toujours unique à ce jour, est la réponse parfaite à nos exigences. Il nous a permis d'atteindre la cadence souhaitée d'environ 145 inspections par minute ainsi qu’une fiabilité de près de 100% de détection de défauts au niveau du scellage. » Plus rien ne s'oppose ainsi à la dégustation du fromage bleu Bergader conditionné sur cette machine.
Autres actualités Stemmer Imaging










Encodeur full HD pour caméras OEM