Mechtek fait appel aux solutions d'Hepco pour la conception d'une nouvelle une ligne d'assemblage de batteries
12/07/2017
Dans le cadre de la création d'une ligne d'assemblage de batteries entièrement automatisée, Mechtek, une société d'ingénierie basée au Royaume-Uni, a fait appel aux systèmes linéaires entièrement modulaires d'Hepco
Dans le cadre de son dernier projet, l'entreprise a dû concevoir et fabriquer une ligne d'assemblage de batteries pour l'un des plus grands fabricants du secteur. L'application porte sur l'assemblage de grands blocs de batterie plomb-acide destinés à alimenter des véhicules électriques tels que des chariots élévateurs, des transpalettes et des nacelles élévatrices. Le plomb étant très dangereux pour la santé, le risque est réduit en automatisant le procédé, et donc en tenant les humains à distance. L'augmentation de la production était l'une des autres priorités de Mechtek dans le cadre de la conception du système.
La création d'une ligne d'assemblage entièrement automatisée, avec différents postes et procédés supposait de faire appel à des produits nécessitant peu de maintenance, et capables de résister à l'environnement difficile de la production de batteries et de fonctionner en continu. Mechtek a ainsi fait appel au spécialiste du mouvement linéaire HepcoMotion pour la spécification de plusieurs produits destinés à l'application. Hepco a travaillé en étroite collaboration avec Mechtek dans le cadre de la conception, de la spécification, des calculs des contraintes/durée de vie et des modèles CAO.
Mechtek a adopté une approche modulaire pour cette ligne d'assemblage, en divisant le système par postes pouvant être développées de manière indépendante.
La ligne d'assemblage commence par la constitution de piles de plaques positives et négatives. Trois postes chargent les plaques positives, négatives et double-négatives sur la ligne. Chaque convoyeur transporte ces piles de plaques vers la fin de la ligne, où celles-ci sont soulevées de
100mm par un vérin à vis ZIMM pour atteindre un manipulateur qui se saisit d'une plaque à la fois et la place sur le convoyeur suivant.
HepcoMotion propose divers systèmes de vérin à vis ZIMM. Dotés d'un design cubique et compact, ils offrent une grande facilité de montage et intègrent des composants de qualité qui leur garantissent une durée de vie optimale. Les plaques sont saisies dans un ordre précis, en alternant entre positive, négative et double-négative. Une fois une plaque saisie, des vérins à vis ZIMM soulèvent la pile pour maintenir un niveau constant. Le vérin à vis élève la pile à chaque plaque saisie, parcourant un total de 100 mm pour 6 pas. Ce cycle se répète toutes les 22 secondes. Les plaques sont ensuite acheminées via un convoyeur vers un manipulateur d’intercalaires, où une feuille de papier intercalaire est déposée sur chaque plaque. Le papier agit comme isolant entre les plaques positives et négatives pour éviter tout court-circuit lié à un contact physique.
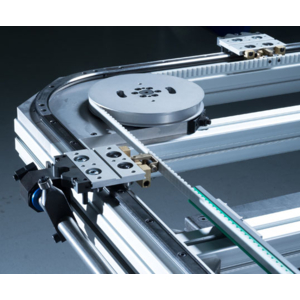
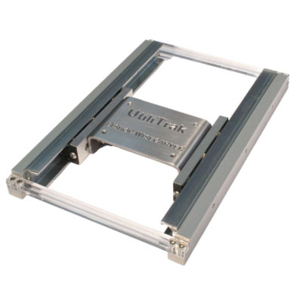
Deux actionneurs PDU2 sur l'axe X soutiennent l’axe Z et son préhenseur. Compacts et aux besoins de maintenance minimes, ces actionneurs font gagner du temps lors de la conception, car ils sont prêts à être montés et conçus pour une installation simple avec un moteur pas à pas ou
brushless, un avantage essentiel pour Mechtek. De plus, les PDU2 offrent une durée de vie importante, là encore déterminante pour l'application. Dans celle-ci, la charge utile n'est que de 10 g, et les deux préhenseurs ne pèsent que 2 kg chacun environ. Les poutres sur l'axe X mesurent 1 m de longueur, avec des entraxes de poutres de 1 800 mm.
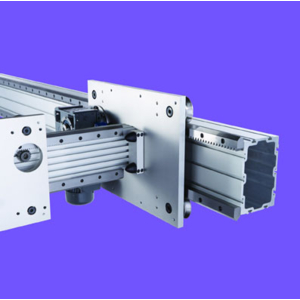
Le convoyeur déplace ensuite les plaques vers le poste où sont empilées les plaques avec leurs intercalaires de papier. L'unité linéaire à vis à billes pour fortes charges HDCS de Hepco offre le mouvement Z nécessaire, en s'abaissant par incréments de 10 à 20 mm à mesure que des plaques sont ajoutées à la pile. Une fois cette dernière pleine, la pile passe au convoyeur suivant, puis la HDCS retourne en haut de sa course pour constituer la pile suivante, s'abaissant chaque fois qu'une plaque est ajoutée. Le temps de cycle est d'environ une minute, bien que le nombre de plaques dans la pile varie selon le produit. La HDCS est particulièrement adaptée à l'application, car cet actionneur peut résister à des pics de charge, en l'occurrence 70 kg excentrés de 30 cm. Des soufflets protègent la HDCS contre l'environnement difficile et poussiéreux.
La nouvelle ligne d'assemblage automatisée aura un impact profond sur la productivité. Mechtek s'attend à ce que la ligne fabrique 1 200 batteries par journée de travail, ce qui représente une multiplication par trois de la production et la suppression de 40 % de la manutention humaine. De plus, la nouvelle machine produit moins de poussière, ce qui contribue à assainir l'environnement.